Отвори для болтів у панелях FunderMAX мають бути щонайменше на 0,5 мм меншими, ніж діаметр ботів. Щоб уникнути повторного свердління, рекомендується застосовувати ступінчасті свердла або свердла з вибирання.
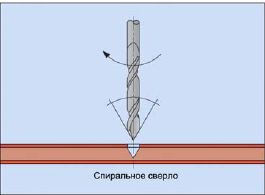
Для свердління панелей FunderMAX найкраще підходять свердла для пластмас. Це спіральні свердла з кутом ≤ 90° (а не 120°, як для свердління металу). Крім того, вони мають великий крок ріжучої кромки з великим простором для стружки. Завдяки малому куту наконечника ці свердла добре підходять для свердління наскрізних отворів. Вони чисто виходять із заднього боку матеріалу. Для обробки панелей FunderMAX пропонується використовувати свердла з твердих сплавів. Для свердління отворів з великим діаметром, напр. для дверних петель, підходять виїмкові свердла або комбіновані свердла обробних верстатів. Особливість цих свердел для обробки композитних панелей MAX у тому, що вони повинні мати скошені зовнішні краї та нецентрований наконечник (див. рис.). Швидкість проникнення свердла має бути обрана так, щоб не пошкодити меламінову поверхню панелі FunderMAX. Швидкість різання для свердел зі швидкорізальної сталі становить близько 0,8 м/с, для свердел із твердих сплавів до 1,6 м/с. Прийнятним вважається просування 0,02-0,05 мм/U.
Приклад:
Вертикально-свердлильний верстат зі стійкою:
fz ... 0,02-0,05 мм
n ... 1000 хв.-1
z ... 2
У результаті виходить просування vf ... 40-100 мм/хв.
При основі з деревини твердих сортів або ламінату необхідно міцно притискати виріб, для того, щоб уникнути скупчення матеріалу на виході свердла.
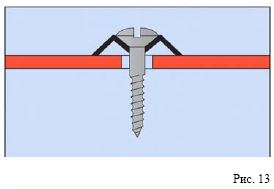
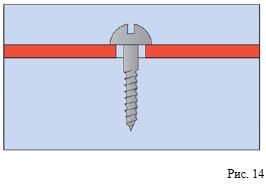
Шурупи, що загвинчуються, не повинні торкатися кромки висвердлених отворів. Навколо шурупа з усіх боків повинен бути зазор, щоб матеріал успішно функціонував при змінах температури та вологості повітря. Таким чином, запобігається розтріскування в області отвору. Якщо використовуються гвинти з напівпотайною головкою, то наявність опорних розеток обов'язкова